
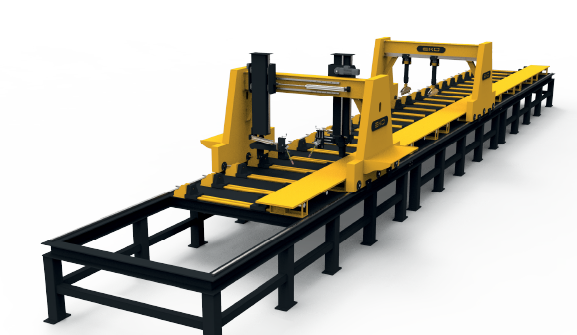
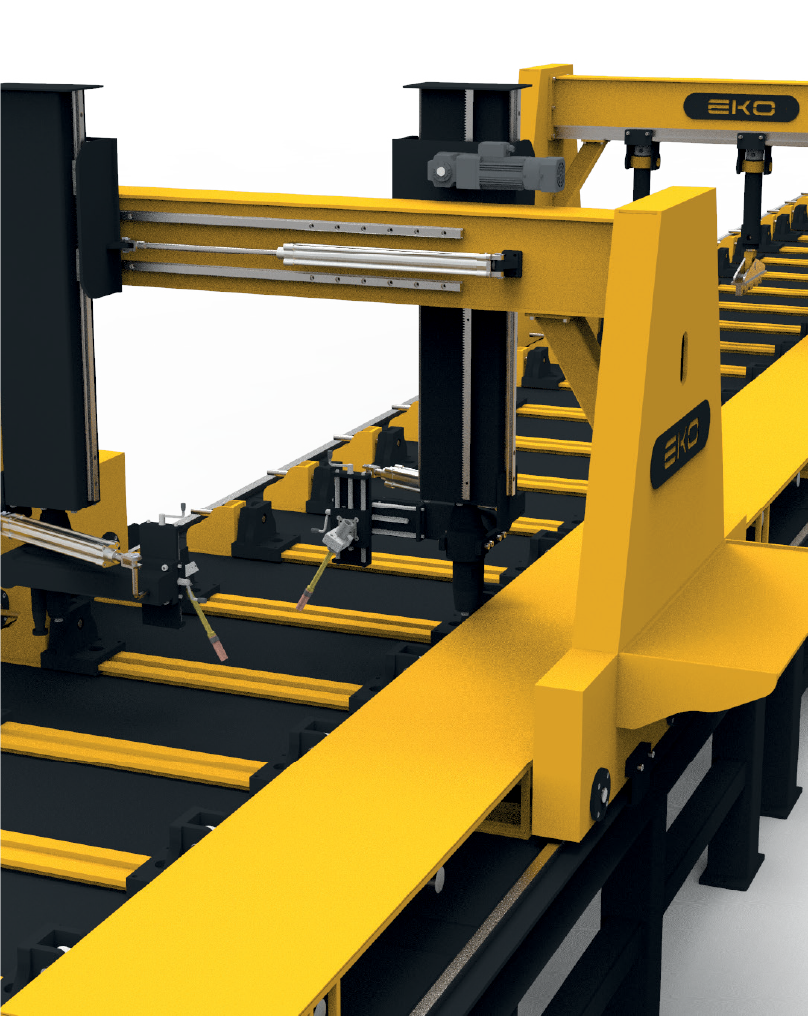
Şase kaynak sistemleri, büyük ve ağır iş parçalarının kaynak işlemlerini kolaylaştırmak ve hassasiyetle gerçekleştirmek için geliştirilmiş endüstriyel otomasyon çözümleridir. Araç şaseleri, vinç bomları ve yapı kirişleri gibi farklı geometrilere sahip malzemelerin kaynaklanmasında kullanılan bu sistemler, yüksek kalite ve dayanıklılık sağlarken üretim süreçlerini hızlandırır. Çevirici ve zincir mekanizmalarıyla donatılmış olan şase kaynak sistemleri, ergonomik ve verimli bir çalışma ortamı sunar.
Şase kaynak sistemleri, büyük ölçekli yapıların kaynak işlemlerinde üstün performans ve güvenilirlik sağlayan yenilikçi bir teknolojidir. İş parçalarını doğru pozisyona getirme, döndürme ve sabitleme gibi özellikleriyle hem operatör yorgunluğunu azaltır hem de üretim verimliliğini artırır. Özellikle ağır sanayi ve otomotiv sektörlerinde tercih edilen bu sistemler, hassas kontrol mekanizmaları ve esnek tasarımı sayesinde modern üretim süreçlerinin önemli bir parçasıdır.



{kind=link}
{kind=link}